
SLS600 Wearpipe® ABRASION RESISTANT STEEL PIPE
SLS600 WEARPIPE®
SLS600 wearpipe is a special chemistry, core hardened pipe, engineered for maximum life in highly abrasive applications.
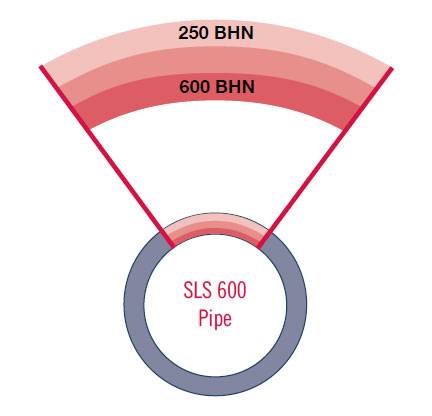
SLS600 Wearpipe is achieved by a unique heating/quenching process that alters the steel’s microstructure through the pipe wall. The result is a pipe with an inner surface hardness of 600 BHN typ. to provide exceptional abrasion resistance while the outer surface, cooling slower, remains more ductile, with a hardness of 250 BHN. This unique process allows the pipe to accommodate service and welding stresses.
SLS600 is a highly economical solution to many of the abrasive wear problems found with carbon steel pipe. SLS600 is also a much more user and maintenance friendly option to replace the heavy, brittle cast piping often used to combat abrasion.
Advantages
- Outlasts mild steel pipe by average of 5+ times
- Reduces maintenance cost, & unplanned outages
- Wide range of diameters
- Standard pipe sizes
- Easy installation & field repair
- Monolithic material with no laminations
- Available in straights, bends, wyes, tees & reducers
- Abrasion resistant up to 450° F
- Tremendous design & fabrication flexibility
- Great replacement for heavy, unweldable castwear pipe


Sizing
(for reference only)
| SCH 40 | SCH 80 | ||||||
|---|---|---|---|---|---|---|---|
| NPS | O.D. | Wall | ID | lbs/ft | Wall | ID | lbs/ft |
| 2.5 | 2.87 | — | — | — | 0.27 | 2.32 | 7.66 |
| 3 | 3.50 | — | — | — | 0.30 | 2.90 | 10.25 |
| 3.5 | 4 | — | — | — | 0.31 | 3.36 | 12.50 |
| 4 | 4.50 | 0.24 | 4.03 | 10.80 | 0.34 | 3.83 | 14.98 |
| 5 | 5.56 | 0.26 | 5.05 | 14.63 | 0.38 | 4.81 | 20.78 |
| 6 | 6.63 | 0.28 | 6.07 | 18.99 | 0.43 | 5.76 | 28.57 |
| 8 | 8.63 | 0.32 | 7.98 | 28.58 | 0.50 | 7.63 | 43.39 |
| 10 | 10.75 | 0.37 | 10.02 | 40.52 | 0.50 | 9.75 | 54.74 |
| 12 | 12.75 | 0.38 | 12.00 | 49.61 | 0.50 | 11.75 | 65.42 |
| 14 | 14.00 | 0.38 | 13.25 | 54.62 | 0.50 | 13.00 | 72.09 |
| 16 | 16.00 | 0.38 | 15.25 | 62.64 | 0.50 | 15.00 | 82.77 |
| 18 | 18.00 | 0.38 | 17.25 | 70.65 | 0.50 | 17.00 | 93.45 |
| 20 | 20.00 | 0.38 | 19.25 | 78.67 | 0.50 | 19.00 | 104.13 |
| 24 | 24.00 | 0.38 | 23.25 | 94.71 | 0.50 | 23.00 | 125.49 |
Comparison
Based on Mild Steel
| Mild Steel | SLS 600 Induction Hardened Pipe |
|
|---|---|---|
| Hardness | 120-150 BHN | 600 BHN |
| Max Temperature | 750° F (400° C) | 450° F (230° C) |
| Abrasion Resistant | Poor | Good |
| Impact Resistant | Good | Fair |
| Std. Sizes (OD) | Unlimited | 2.5″ to 24″ |
| Handling/Installation | Excellent | Very Good |
| Fabrication | Unlimited | Some Limitations |
| Emergency Repair | Easily Patched | Easily Patched |
| Initial Cost | 1 | 3-4x |
| Life Expectancy | 1 | 4-6x |
| Min. Bend Radius | 20″ min. or 3x Diameter |
Hardness Profile
The outside surface is mild steel for easy welding and the interior of the pipe is lined with engineered G 2T ceramic material.

FABRICATION
We recommend the use of St. Lawrence’s fabrication services to eliminate processing and fabrication errors.
End Options/Coupling Methods
We offer a wide range of options including:
Cutting and Forming
Caution: The Induction hardening process imparts internal stresses in the pipe wall. Pipe must never be cut lengthwise.
Cutting SLS600® products can be accomplished with plasma cutting equipment, or an abrasive cut-off wheel (water-cooled). The use of Oxy-fuel cutting equipment is not recommended. The heat imparted to the SLS600® material should be kept to a minimum. Care must be taken to cool the inner surface. The hardness of the inner surface will begin to decrease as temperatures approach 500°F (260°C).
Joint Preparation
Inspect surfaces to be welded – avoid welding areas that have tears, cracks and other discontinuities. Clean joint area at least 1/2˝ from welding joint; remove all loose scale, rust, moisture, grease, etc. Position parts into as close contact as practical; root opening should not exceed 3/16˝. For separations greater than 1/16˝, increase the leg of fillet weld by the amount of the opening.
WELDING
Preheat & Interpass Temperatures
If ambient temperature of parts is below 70°F, preheat the weld zone and 6˝ of the adjacent. Care must be taken to cool the inner surface. The hardness of the inner surface will begin to decrease as temperatures approach 500°F (260°C).
Welding With Water Cooling (Preferred Method)
Aim a gentle stream (4 to 6 GPM) of water at the inside of the pipe at weld arc area. Position the pipe so that the water run-off is bathing the previously welded areas. The water should not contact the exterior of the pipe. Ap ply a ¼˝ maximum weld fillet weld (per pass). Rotate the pipe during the welding process to eliminate excessive starting and stopping of weld.
Welding Without Water Cooling (Alternate Method, Use Only When Water Is Not Available)
Place the welds on the exterior of the pipe, keeping weld beads as small as possible; no larger than 5 inches in length. Allow the pipe to cool before applying additional beads. Always use stringer beads; avoid weaving beads. Weld using multiple passes – five to six passes for 3/8˝ fillet welds, ten t o twelve passes for 1/2˝ fillet welds.
End Options/Coupling Methods
We offer a wide range of options including:
Standard Weld Rings
- Typically no face seal weld.
- Most common style.
- Butt weld field applied.
Self-Aligning Weld Rings
- Male/Female recess.
- Butt weld field applied.

Victaulic End Styles
- Fast installation
- Low working pressure

Standard Flanges
- 150#, 300# or 600# most common: others available.
- Industry standard dimensions.
- Raised face (shown) & plate flanges.